













Nella produzione farmaceutica, la produzione asettica di prodotti farmaceutici sterili richiede un impegno costante al controllo della contaminazione in ogni fase del processo. Uno dei momenti tecnicamente più impegnativi in qualsiasi flusso di lavoro asettico è il trasferimento di materiali (componenti, contenitori, attrezzature o prodotti in lavorazione) tra aree con diversa classificazione di pulizia. Ogni volta che un isolatore, un sistema di barriera ad accesso limitato (RABS) o una camera bianca viene aperto per introdurre o rimuovere materiale, si crea un potenziale percorso di contaminazione microbica, particellare e incrociata. La porta Rapid Transfer System, universalmente denominata porta RTP o Valvola RTP , esiste specificamente per eliminare tale rischio consentendo il trasferimento di materiale completamente contenuto e con sterilità garantita senza alcuna interruzione nell'ambiente controllato. Comprendere come funzionano le porte RTP, come vengono convalidate e come selezionare il sistema giusto per una specifica applicazione farmaceutica è una conoscenza fondamentale per chiunque sia coinvolto nella progettazione di processi asettici, nella qualificazione di strutture o nel controllo della contaminazione.
Il problema principale risolto dalle porte RTP nella produzione di farmaci asettici
La produzione di farmaci asettici richiede che il prodotto sterile non entri mai in contatto con una superficie o un ambiente non sterile dal punto di sterilizzazione fino alla chiusura finale del contenitore. Questo requisito crea una sfida ingegneristica fondamentale: come spostare oggetti fisici (fiale, tappi, prodotto liofilizzato, attrezzature o campioni) dentro e fuori un isolatore o una camera bianca senza creare nemmeno un'apertura momentanea e incontrollata tra l'interno sterile e l'ambiente circostante?
Gli approcci tradizionali – come le camere d’equilibrio di trasferimento con interblocchi sequenziali delle porte, le procedure di decontaminazione spray-and-wipe o le cappe a flusso laminare – richiedono tutti l’intervento umano sull’interfaccia, introducono variabilità procedurale e si affidano alla tecnica dell’operatore per la loro efficacia. Questi approcci possono essere adeguati per i trasferimenti a basso rischio in ambienti di grado C o D, ma sono fondamentalmente insufficienti per il trasferimento diretto in isolatori di grado A che trattano prodotti sterili di alto valore e ad alto rischio come prodotti biologici iniettabili, farmaci citotossici, medicinali per terapie avanzate (ATMP) o radiofarmaci.

La porta RTP risolve questo problema attraverso un design meccanico che impedisce fisicamente a qualsiasi superficie esposta all'ambiente esterno di entrare nella zona sterile e contemporaneamente impedisce che l'interno sterile venga esposto all'esterno, indipendentemente dalla tecnica dell'operatore. Il principio è elegante: due mezze porte, una fissata sulla parete dell'isolatore (la porta alpha) e l'altra fissata al contenitore di trasferimento (la porta beta), possono essere unite insieme e aperte verso l'interno solo come una coppia chiusa. Le superfici esterne di entrambe le porte sono unite e rimangono permanentemente verso l'esterno; solo le superfici precedentemente rivolte verso l'interno sono sempre esposte alla zona sterile.
Come funziona una valvola RTP: meccanica delle porte Alpha e Beta
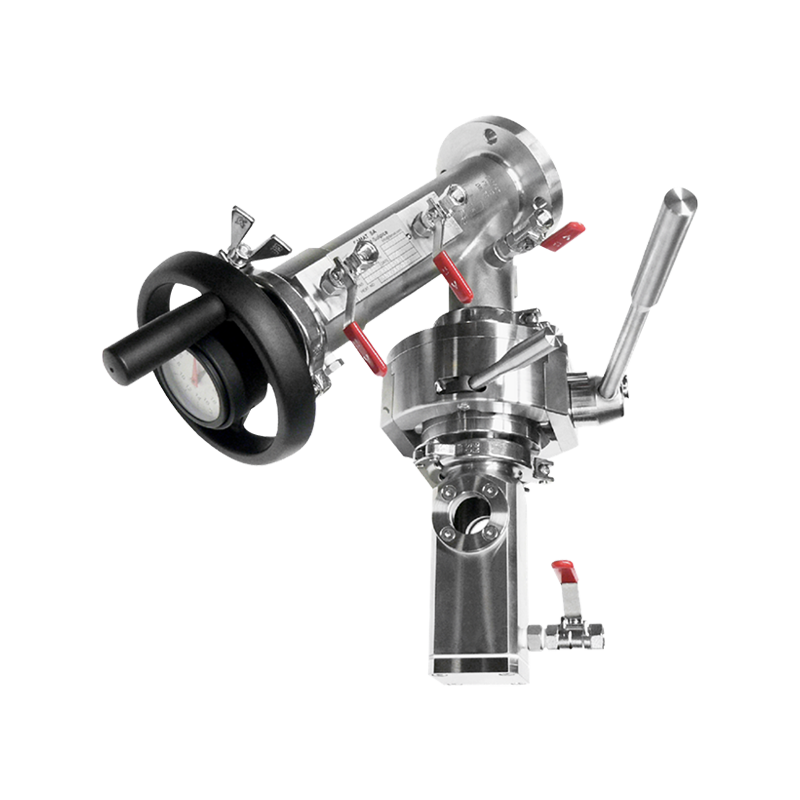
Il sistema RTP è costituito da due componenti complementari che devono sempre funzionare insieme. La porta alfa è il componente fisso installato in modo permanente nella parete di un isolatore, una custodia RABS o un pannello di accesso per camera bianca. Contiene una porta circolare con meccanismo di chiusura e, nella maggior parte dei modelli, una capacità di decontaminazione. La porta beta è il componente rimovibile, in genere un contenitore rigido per il trasferimento, una borsa o un fusto dotato di uno sportello corrispondente, che viene portato alla porta alfa per la connessione.
La sequenza di connessione inizia quando la flangia della porta beta viene offerta alla porta alfa e ruotata per agganciare il meccanismo di bloccaggio, in genere una chiusura a baionetta multipunto che richiede una rotazione angolare definita per impegnarsi completamente. Una volta bloccate, le due porte sono accoppiate meccanicamente come un'unica unità. Il meccanismo di bloccaggio rilascia contemporaneamente il gruppo combinato della porta, che viene quindi ruotato o fatto scorrere verso l'interno nell'isolatore. Fondamentalmente, la superficie esterna della porta alfa (che era precedentemente esposta all’esterno dell’isolatore) è ora incollata faccia a faccia con la superficie esterna della porta beta (che era precedentemente esposta all’ambiente di trasferimento esterno). Queste due superfici contaminate vengono unite in modo permanente durante tutto il processo di trasferimento e non vengono mai esposte all'interno sterile.
Una volta completato il trasferimento, la porta combinata viene riportata nella posizione chiusa, il contenitore beta viene ruotato per sganciare la chiusura a baionetta e la porta beta viene rimossa. Lo sportello della porta alfa ritorna nella sua posizione sigillata, mantenendo l'integrità dell'isolatore. L'intera sequenza di trasferimento è stata completata senza alcun percorso incontrollato tra l'interno dell'isolatore e l'ambiente esterno in qualsiasi momento del processo.
Varianti di progettazione della porta RTP e loro applicazioni
Sebbene il principio alfa-beta sia coerente in tutti i sistemi RTP, esistono variazioni di progettazione significative che influiscono sull'idoneità per diverse applicazioni farmaceutiche. La comprensione di queste varianti consente agli ingegneri di processo di selezionare il sistema più adatto alle loro specifiche esigenze di trasferimento.
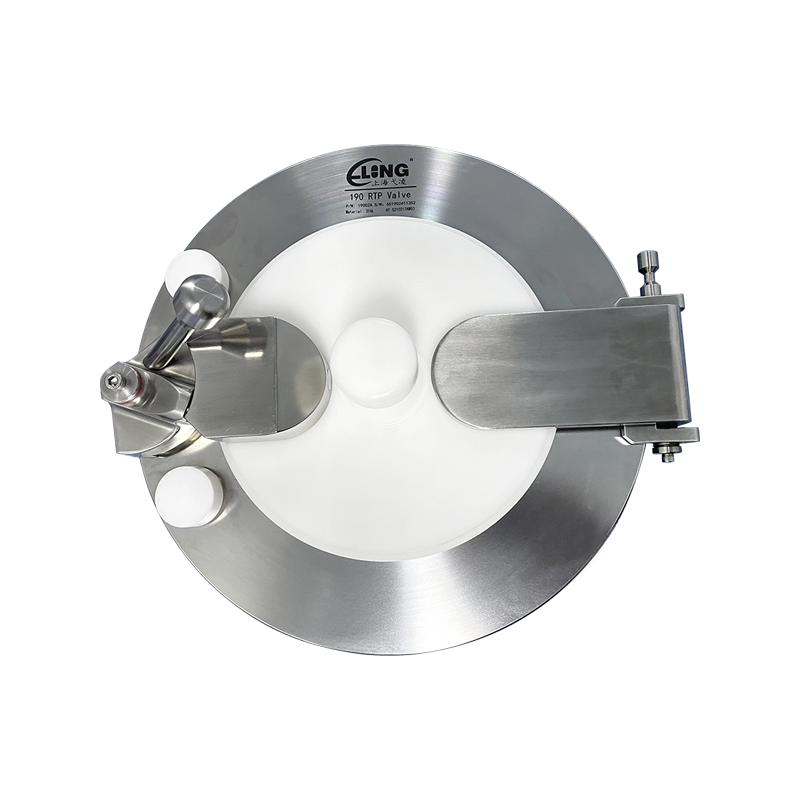
Porte RTP circolari standard
Il formato RTP più utilizzato utilizza una porta circolare con un diametro generalmente compreso tra 105 mm e 460 mm, con 190 mm e 320 mm che sono le dimensioni più comuni nelle installazioni di isolatori farmaceutici. La geometria circolare fornisce una superficie di tenuta uniforme e un meccanismo di bloccaggio a baionetta meccanicamente efficiente. Le porte circolari standard vengono utilizzate per il trasferimento di componenti quali fiale con tappo, siringhe riempite, tappi e piccole apparecchiature. Sono compatibili con contenitori di trasferimento rigidi, sacche flessibili supportate da telai esterni rigidi e adattatori per fusti per il trasferimento di componenti sfusi.
Decontaminazione delle porte RTP
Per i trasferimenti che richiedono un'ulteriore fase di biodecontaminazione, in particolare quando gli articoli che entrano nell'isolatore non possono essere presterilizzati esternamente, le porte RTP di decontaminazione incorporano una piccola camera di decontaminazione anulare tra le porte alfa e beta. Dopo che il contenitore beta è stato bloccato alla porta alfa, ma prima che le porte combinate vengano aperte, un agente sporicida (tipicamente perossido di idrogeno vaporizzato, VHP) viene iniettato in questo spazio anulare, decontaminando le superfici di entrambe le porte e la superficie interna della flangia del contenitore beta. Questo approccio fornisce una riduzione logaritmica convalidata della carica batterica sull'interfaccia di trasferimento ed è necessario per i trasferimenti negli isolatori utilizzati per test di sterilità o processi biologici altamente sensibili.
Sistemi di trasferimento a linea continua e a tamburo
Per i trasferimenti di grandi volumi (prodotti liofilizzati sfusi, grandi quantità di componenti o rimozione dei rifiuti) i sistemi a rivestimento continuo e le porte di trasferimento a tamburo estendono il principio RTP a formati più grandi. I sistemi a rivestimento continuo utilizzano un manicotto di film plastico flessibile pre-saldato tra la porta alfa e il contenitore di trasferimento; il materiale passa attraverso il manicotto, che viene poi termosaldato e tagliato per chiudere ogni trasferimento senza mai esporre l'interno dell'isolatore. Le porte di trasferimento dei fusti utilizzano una configurazione alfa-beta sovradimensionata che accoglie fusti farmaceutici standard con una capacità di 10-200 litri, consentendo il trasferimento di grandi quantità sfuse in isolatori di contenimento per la movimentazione di composti altamente potenti.
Requisiti normativi e di convalida per i sistemi RTP
L'uso di porte RTP nella produzione di farmaci asettici non è semplicemente una best practice: è sempre più un'aspettativa normativa per i processi asettici basati su isolatori esaminati nell'ambito dell'Allegato 1 delle GMP dell'UE (revisione del 2022), della Guidance for Industry on Sterile Drug Products Produced by Aseptic Processing della FDA e del PIC/S PE 009. La revisione del 2022 dell'Allegato 1 delle GMP dell'UE, in particolare, stabilisce un quadro dettagliato per la strategia di controllo della contaminazione (CCS) che affronta esplicitamente il trasferimento di materiali dentro e fuori gli ambienti di produzione asettici, ponendo grandi aspettative sull'uso di sistemi di trasferimento chiusi convalidati.
La validazione di un sistema RTP per uso farmaceutico asettico richiede la dimostrazione di tre attributi prestazionali primari: integrità del contenimento fisico, prevenzione dell'ingresso microbico ed efficacia della decontaminazione (ove applicabile). Il contenimento fisico viene generalmente dimostrato attraverso test di mantenimento della pressione dell'interfaccia alfa-beta assemblata, confermando che non esiste alcun percorso di perdita sulle superfici di tenuta nelle condizioni di pressione differenziale mantenute nell'isolatore. La prevenzione dell'ingresso microbico viene convalidata attraverso studi di provocazione in cui la sequenza di trasferimento viene eseguita con contaminazione microbica ad alta concentrazione applicata alle superfici esterne del contenitore di trasferimento e l'interno dell'isolatore viene successivamente testato per confermare l'assenza di ingresso di contaminazione.
Per la decontaminazione delle porte RTP che incorporano il trattamento VHP, la convalida dell'efficacia sporicida segue il quadro ISO 14937, richiedendo in genere la dimostrazione di una riduzione minima di 6 log degli indicatori biologici di Geobacillus stearothermophilus posizionati nei punti più difficili all'interno della camera di decontaminazione. Lo sviluppo del ciclo deve tenere conto della geometria specifica della porta e delle caratteristiche di aerazione del generatore VHP utilizzato, poiché i livelli residui di VHP devono essere ridotti al di sotto di 1 ppm prima che la porta combinata venga aperta nell'isolatore per proteggere il prodotto e gli operatori.
Parametri chiave delle prestazioni da valutare quando si seleziona un sistema RTP
| Parametro | Specifica tipica | Perché è importante |
| Diametro della porta | 105 mm – 460 mm | Deve contenere l'oggetto più grande da trasferire |
| Meccanismo di tenuta | O-ring in EPDM o silicone, baionetta multipunto | Mantiene la tenuta ermetica sotto la differenza di pressione dell'isolatore |
| Materiale di costruzione | Acciaio inossidabile 316L, PEEK o HDPE | Deve essere compatibile con VHP, IPA e detergenti |
| Capacità di decontaminazione | Camera anulare VHP integrata (opzionale) | Necessario per isolatori per test di sterilità e trasferimenti ad alto rischio |
| Valutazione differenziale di pressione | Da ±200 Pa a ±500 Pa (a seconda del design dell'isolatore) | Il sigillo deve mantenere l'integrità alla pressione operativa positiva o negativa |
| Ciclo di vita | 10.000 – 50.000 cicli di connessione | Determina gli intervalli di manutenzione e sostituzione delle guarnizioni |
| Documentazione normativa | Protocolli FAT/SAT, pacchetto di supporto IQ/OQ/PQ | Necessario per la qualifica GMP e il supporto per la presentazione normativa |
Integrazione delle porte RTP nell'isolatore e nella progettazione RABS
Le porte RTP devono essere specificate e posizionate durante la fase di progettazione iniziale di un isolatore o di un contenitore RABS: l'aggiornamento delle porte in una parete del contenitore esistente è tecnicamente possibile ma significativamente più complesso rispetto alla loro integrazione in fase di progettazione. Il numero, le dimensioni e la posizione delle porte RTP devono essere determinati attraverso un'analisi dettagliata del flusso di materiali per il processo, mappando ogni materiale che entrerà o uscirà dall'isolatore durante una campagna di produzione, comprese materie prime, componenti, campioni in lavorazione, rifiuti e articoli di manutenzione.
La posizione delle porte sulla parete dell'isolatore deve bilanciare l'accessibilità ergonomica per gli operatori (le porte dovrebbero essere raggiungibili senza posture scomode che aumentano il rischio di errori di manipolazione), la pulibilità (le porte dovrebbero essere posizionate in modo da evitare zone morte che accumulano residui di prodotto o detergente) e le caratteristiche del flusso d'aria (le porte grandi non dovrebbero essere posizionate dove la loro porta aperta potrebbe interrompere il modello di flusso d'aria unidirezionale che protegge la zona di Grado A). Per gli isolatori con più di tre o quattro porte RTP, una simulazione 3D dell'ergonomia e del flusso d'aria rappresenta un investimento utile durante la fase di progettazione per identificare potenziali problemi prima della fabbricazione.
Manutenzione, sostituzione delle guarnizioni e monitoraggio continuo delle prestazioni
Gli O-ring di tenuta e le guarnizioni nelle porte RTP sono i componenti di consumo che influiscono più direttamente sulle prestazioni di contenimento durante la vita operativa del sistema. Gli O-ring in EPDM e silicone utilizzati nelle porte RTP farmaceutiche sono soggetti a compression set (una riduzione permanente del diametro della sezione trasversale dell'O-ring causata da una compressione prolungata) che riduce la forza di tenuta e alla fine consente lo sviluppo di percorsi di perdita. La velocità di compressione dipende dal materiale dell'O-ring, dalla temperatura e dall'ambiente chimico, nonché dal numero di cicli di connessione e disconnessione a cui è sottoposta la porta.
I produttori in genere specificano gli intervalli di sostituzione degli O-ring in base al conteggio dei cicli piuttosto che al tempo del calendario, con intervalli che vanno da 500 a 5.000 cicli a seconda del materiale specifico dell'O-ring e del design della porta. Le strutture dovrebbero implementare un sistema di conteggio ciclico – registri manuali o contatori automatizzati – per monitorare quando ciascun porto raggiunge la soglia di sostituzione. Tra le sostituzioni pianificate degli O-ring, il test delle perdite di ciascuna porta a intervalli regolari (in genere ogni sei mesi o dopo qualsiasi evento di manutenzione) utilizzando un test di mantenimento della pressione o di gas tracciante fornisce la garanzia continua del mantenimento dell'integrità della tenuta. Qualsiasi porta che non supera il test di tenuta deve essere messa fuori servizio, l'O-ring sostituito e la porta riqualificata prima di tornare al servizio asettico.
















{kind=link}